
Produk







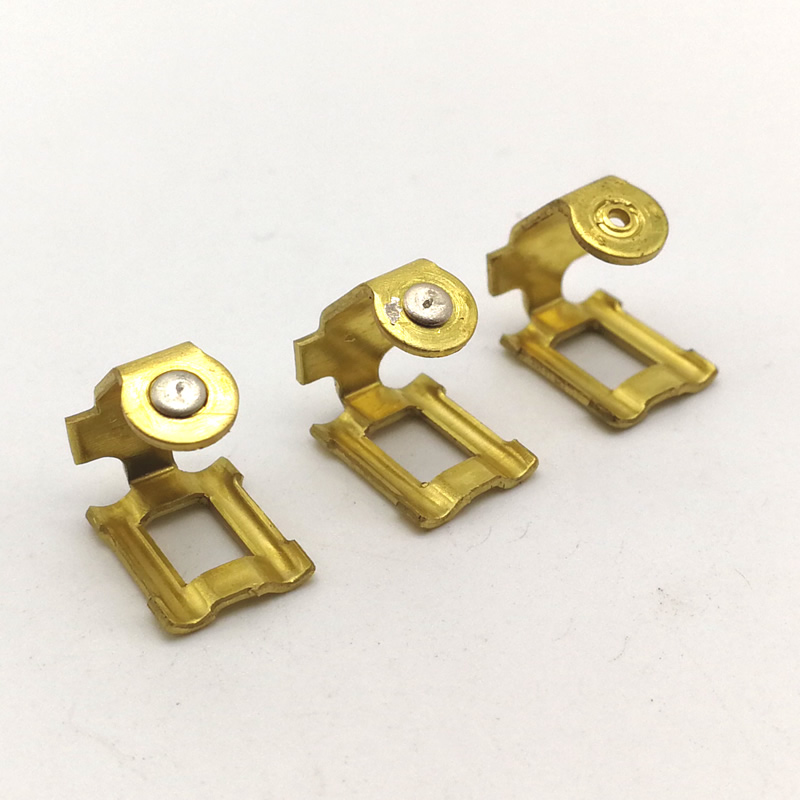

Pengecapan Logam Ketepatan Tinggi
Mencari ketepatan tahap mikron? Nuote Metals, sebuah kilang China, menyampaikan pengecapan logam ketepatan tinggi tersuai untuk komponen kompleks dalam automotif, elektronik dan peranti perubatan. Alat canggih kami memastikan toleransi yang ketat dan tepi bebas burr, menghapuskan kerja semula dan sekerap. Sama ada anda memerlukan bentuk yang rumit atau konsistensi volum tinggi, proses pengecapan kami menjamin kebolehulangan bahagian demi bahagian. Selesaikan kehausan yang tidak sesuai dan pramatang dengan pengecapan logam kejuruteraan ketepatan. Percayai kami untuk kualiti yang mengurangkan kos dan meningkatkan kebolehpercayaan.
Hantar Pertanyaan
Penerangan Produk
Apabila reka bentuk anda memerlukan ciri yang diukur dalam mikron atau sudut lentur yang dipegang hingga setengah darjah, pengecapan konvensional tidak mencukupi.Pengecapan logam berketepatan tinggimenggabungkan teknologi penekan termaju, perkakas karbida dan kawalan proses yang ketat untuk menyampaikan komponen yang memenuhi spesifikasi yang tepat—sebahagian demi bahagian, merentas berjuta-juta kitaran.
Logam Nuotepakar dalam pengecapan logam berketepatan tinggi untuk industri termasuk peranti perubatan, penyambung aeroangkasa, penderia automotif dan elektronik. Panduan ini menerangkan keupayaan kami, sistem kualiti dan pendekatan telus untuk pembuatan ketepatan.

Aplikasi Setem Ketepatan Kami di Dunia Sebenar
Kes 1 – Perumahan Sensor Perubatan
Pengilang peranti perubatan memerlukan perumah keluli tahan karat dengan kerataan kritikal 0.05mm merentasi 40mm panjang. Menggunakan pengecapan logam berketepatan tinggi, kami menghasilkan 200,000 unit dengan Cpk 1.33 pada ciri kerataan. Pelanggan melepasi pemeriksaan FDA tanpa sebarang penemuan berkaitan bahagian kami.
Kes 2 – Terminal Penyambung Automotif
Pembekal peringkat satu automotif memerlukan terminal tembaga dengan lubang diameter 0.3mm yang diletakkan dalam ±0.01mm dari kedudukan sebenar. kamipengecapan logam berketepatan tinggiproses memegang toleransi merentasi 5 juta keping, menghapuskan keperluan untuk penggerudian sekunder dan menjimatkan pelanggan $0.02 setiap bahagian.
Parameter dan Keupayaan Teknikal
Kami tentukanpengecapan logam berketepatan tinggidengan toleransi yang kami pegang dan ciri yang kami hasilkan.
Toleransi Dimensi
| Ciri | Ketepatan Standard | Ketepatan Tinggi (atas permintaan) |
|---|---|---|
| Diameter lubang (di bawah 5mm) | ±0.025 mm | ±0.010 mm |
| Jarak tengah lubang ke lubang | ±0.025 mm | ±0.010 mm |
| Kontur kosong (tepi dicukur) | ±0.050 mm | ±0.025 mm |
| Sudut bengkok | ±0.5° | ±0.2° |
| Ketinggian terbentuk (lesung pipit, offset) | ±0.05 mm | ±0.02 mm |
| Kerataan melebihi 50mm panjang | ±0.10 mm | ±0.05 mm |
| Ketinggian burr (tepi dicukur) | ≤0.05 mm | ≤0.02 mm |
Ketebalan Bahan dan Keupayaan Tekan
| Parameter | Julat |
|---|---|
| Ketebalan bahan (keluli, tahan karat, loyang) | 0.10 mm – 2.0 mm |
| Ketebalan bahan (aluminium, tembaga) | 0.15 mm – 2.5 mm |
| Tekan tonase | 25 – 200 tan |
| Kelajuan tekan (untuk kerja ketepatan) | 100 – 400 SPM (lebih perlahan daripada pengecapan berkelajuan tinggi) |
| Lebar jalur maksimum | 300 mm |
| Kapasiti berat gegelung | Sehingga 1,000 kg |
Bahan Yang Kami Biasa Cop
- Keluli tahan karat – 304, 316, 301 penuh keras
- Keluli karbon – SPCC, SPCD, 1008, 1010, 1045
- Loyang – C26000, C26800
- Fosfor gangsa – C5191
- Tembaga berilium – C17200 (dipanaskan selepas dicap)
- Aluminium – 5052, 1100, 6061 (sepuhlindap)
- Perak nikel – untuk sesentuh kalis kakisan
Lihatlah bengkel pengecapan kami untuk mengetahui cara kami membuat bahagian pengecapan.
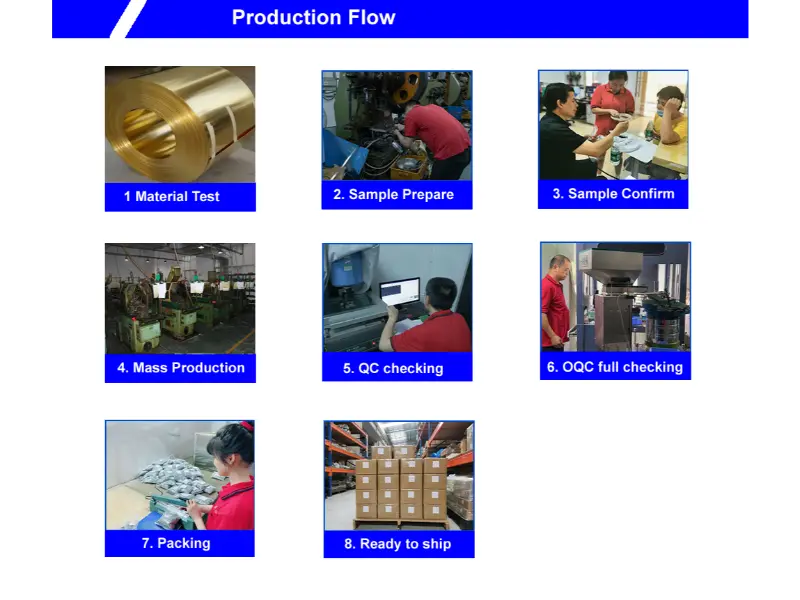
Proses Setem Logam Ketepatan Tinggi Tujuh Langkah Kami
Kami mengikuti aliran kerja yang berdisiplin untuk mencapai dan mengekalkan toleransi yang ketat.
Langkah demi Langkah daripada Bahan Mentah ke Bahagian Siap
1. Penyumberan Bahan –Kami membeli gegelung yang diperakui daripada kilang yang diluluskan. Setiap gegelung diberikan nombor haba untuk kebolehkesanan penuh.
2. Pemeriksaan Bahan –Gegelung masuk diuji dengan spektrometer dan tolok ketebalan laser. Kami menolak sebarang gegelung dengan variasi ketebalan melebihi ±2% daripada nominal.
3. Penyesuaian atau Persediaan Alatan –Untuk bahagian baharu, kami mereka bentuk dan mesin dail progresif karbida dengan profil potong EDM wayar (toleransi pada pembukaan cetakan ±0.002mm). Untuk alatan sedia ada, juruteknik kami mengesahkan penjajaran die dan keadaan pin pandu.
4.Pemeriksaan Perkara Pertama –Akhbar menjalankan 50 keping sampel. Menggunakan CMM atau sistem penglihatan, kami mengukur setiap dimensi pada lukisan. Laporan penuh FAI dihantar kepada pelanggan.
5. Pengeluaran Besar-besaran –Setelah diluluskan, kami menjalankan akhbar pada kelajuan yang dioptimumkan (biasanya 150–250 SPM untuk kerja ketepatan). Pemeriksaan dalam proses berlaku setiap 500 keping untuk dimensi kritikal.
6. Penyaduran Subkontrak (jika perlu) –Untuk bahagian yang memerlukan zink, nikel, timah atau penyaduran emas, kami menghantar kelompok kepada rakan kongsi kami yang disahkan. Ketebalan penyaduran disahkan oleh XRF.
7.Pemeriksaan Keluar Akhir –Kami menggunakan mesin pengisihan optik untuk 100% pemeriksaan dimensi kritikal. Sampel AQL (Tahap II, 1.0) ditarik untuk pengesahan penuh. Sijil Pematuhan mengiringi setiap penghantaran.
Jaminan Kualiti dan Pensijilan
kamipengecapan logam berketepatan tinggioperasi disokong oleh pensijilan berikut:
| Pensijilan | Skop |
|---|---|
| ISO 9001:2015 | Sistem pengurusan kualiti |
| IATF 16949 | Kualiti automotif (tersedia untuk projek automotif) |
| ISO 13485 | Kualiti peranti perubatan (tersedia atas permintaan) |
| RoHS / REACH | Pematuhan bahan |

Setiap penghantaran termasuk:
- Sijil ujian kilang (kimia bahan dan kekerasan)
- Laporan pemeriksaan artikel pertama (untuk alatan baharu)
- Laporan pemeriksaan dimensi (untuk lot pengeluaran)
- Sijil saduran (jika berkenaan)
- Sijil Pematuhan yang ditandatangani
Dasar Telus untuk Setem Ketepatan
Dasar contoh -50 keping percuma daripada perkakas baharu (pelanggan membayar penghantaran)
Kuantiti pesanan minimum -10,000 keping untuk perkakas baru; 5,000 untuk perkakas sedia ada
Masa utama untuk perkakas -20–30 hari perniagaan untuk kematian progresif
Masa utama untuk pengeluaran -10–15 hari perniagaan selepas kelulusan sampel
Pemilikan alatan -Pelanggan mengekalkan pemilikan alatan; kami simpan secara percuma
Polisi pemulangan -Alat ganti yang rosak diganti tanpa kos
Logam Nuotetidak mengenakan bayaran untuk kelayakan semula jika toleransi tidak dipenuhi pada sampel pertama.
Pelanggan yang kami bekerjasama
Soalan Lazim
S1: Apakah perbezaan antara pengecapan logam berketepatan tinggi dan pengecapan konvensional?
A: Perbezaan utama ialah tahap kawalan dimensi. Setem konvensional biasanya mempunyai toleransi ±0.10mm hingga ±0.25mm. Pengecapan logam berketepatan tinggi kami mencapai ±0.025mm pada kedudukan lubang dan ±0.05mm pada kontur kosong. Ini dimungkinkan dengan menggunakan cetakan karbida dengan bukaan potong EDM wayar, penekan dengan sistem ram berpandu, dan kawalan proses statistik dalam proses. Untuk aplikasi di mana bahagian-bahagian akan digunakan dalam pemasangan automatik atau yang sesuai dengan komponen mengawan adalah kritikal, kami mengesyorkan pengecapan logam berketepatan tinggi untuk mengelakkan kerja semula atau kegagalan pemasangan.
S2: Bagaimanakah anda mengekalkan hayat alat sambil memegang toleransi yang ketat terhadap berjuta-juta pukulan?
J: Kami menggunakan sisipan tungsten karbida untuk semua stesen pemotongan dan pembentukan. Karbida mengekalkan tepi tajam 10–20 kali lebih lama daripada keluli alat, yang menghalang pertumbuhan burr dan hanyutan dimensi. Kami juga menggunakan lapisan TiCN atau AlCrN pada penebuk untuk mengurangkan geseran. Jurutera perkakas kami memantau haus tebuk melalui penderia dalam mati yang mengukur daya pelucutan; apabila ambang yang telah ditetapkan dicapai, penekanan berhenti secara automatik. Hayat alat biasa untuk pengecapan logam berketepatan tinggi bagi keluli tahan karat 0.5mm ialah 3–5 juta pukulan sebelum memerlukan pengasahan semula.
S3: Bolehkah anda melakukan pengecapan logam berketepatan tinggi pada bahan yang lebih nipis daripada 0.1mm? Apakah cabaran yang timbul?
J: Ya, kami mempunyai bahan bercop setepis 0.05mm (tembaga berilium dan tahan karat). Walau bagaimanapun, cabaran termasuk pengendalian bahan (gegelung nipis mudah bengkok), lenting bahagian (statik boleh menyebabkan bahagian melekat pada tumbukan), dan ukuran (kaliper standard tidak boleh digunakan). Kami menanganinya dengan menggunakan suapan servo dengan kawalan ketegangan, pengion anti-statik dan mikrometer laser bukan sentuhan untuk pemeriksaan. Untuk pengecapan logam berketepatan tinggi bagi bahan ultra-nipis, kami juga mengesyorkan kelajuan tekan yang lebih perlahan (100–150 SPM) untuk mengurangkan getaran. Sila hubungi kami dengan ketebalan khusus dan geometri bahagian anda untuk semakan kebolehlaksanaan.
Mengapa Memilih Kami untuk Pengecapan Logam Ketepatan Tinggi
- Reka bentuk perkakas dalaman dan pembuatan die karbida
- CMM dan sistem penglihatan untuk pengesahan dimensi
- Kawalan proses statistik (SPC) pada setiap pengeluaran pengeluaran
- Kebolehkesanan bahan penuh dari gegelung ke bahagian siap
- Laporan pemeriksaan artikel pertama percuma dengan setiap alat baharu
- Penghantaran global ke lebih 50 negara
KenalanLogam Nuotehari ini untuk membincangkan andapengecapan logam berketepatan tinggiprojek atau untuk meminta bahagian sampel daripada alat sedia ada.
Teg Panas: Setem Logam Ketepatan Tinggi, Pengeluar Setem Ketepatan China, Pembekal Setem Logam Ketepatan
Hantar Pertanyaan
Sila berasa bebas untuk memberikan pertanyaan anda dalam borang di bawah. Kami akan membalas anda dalam masa 24 jam.









X
Kami menggunakan kuki untuk menawarkan anda pengalaman menyemak imbas yang lebih baik, menganalisis trafik tapak dan memperibadikan kandungan. Dengan menggunakan tapak ini, anda bersetuju dengan penggunaan kuki kami.
Dasar Privasi