
Produk






Bahagian Setem Keluli Tahan Karat
Mencari bahagian pengecap keluli tahan karat yang tahan lama? Nuote Metals, sebuah kilang China, menyediakan penyelesaian Tersuai untuk peranti automotif dan perubatan. Pengecapan ketepatan kami memberikan kekuatan kalis karat dan padanan yang tepat. Selesaikan masalah kakisan dan kehausan dengan bahagian yang dibina agar tahan lama. Percayai kilang untuk kualiti yang berprestasi.
Hantar Pertanyaan
Penerangan Produk
Untuk komponen yang terdedah kepada kelembapan, bahan kimia atau suhu yang melampau, pilihan bahan adalah penting.Bahagian pengecap keluli tahan karatmemberikan rintangan kakisan dan kekuatan mekanikal yang tidak dapat dipadankan oleh keluli karbon biasa—menjadikannya standard untuk aplikasi perubatan, pemprosesan makanan, marin dan seni bina.
Logam Nuotepakar dalam pembuatan bahagian pengecap keluli tahan karat daripada gred austenit (304, 316), ferit (430), dan martensitik (410, 420). Proses pengecapan kami dioptimumkan untuk mengatasi cabaran unik bekerja dengan keluli tahan karat: pengerasan kerja, kekuatan tegangan tinggi dan haus alatan.

Apakah Bahagian Setem Keluli Tahan Karat?
Bahagian pengecap keluli tahan karat ialah komponen logam yang dihasilkan dengan memasukkan gegelung atau kepingan keluli tahan karat melalui mesin pengecap yang dilengkapi dengan acuan tersuai. Proses memotong, membengkok, membentuk atau menarik bahan ke dalam bentuk siap.
Tidak seperti keluli lembut, bahagian pengecap keluli tahan karat mengandungi sekurang-kurangnya 10.5% kromium, yang membentuk lapisan oksida pasif yang tahan karat dan pewarnaan. Lapisan penyembuhan diri ini menjadikan keluli tahan karat sesuai untuk aplikasi yang memerlukan kebersihan, jangka hayat dan ketahanan terhadap persekitaran yang agresif.
Logam Nuotemenghasilkan bahagian pengecap keluli tahan karat dalam tiga keluarga utama:
--Austenit (304, 316) – Paling biasa, bukan magnetik, kebolehbentukan yang sangat baik
--Ferit (430) – Magnet, kos yang lebih rendah, rintangan kakisan yang baik
--Martensitik (410, 420) – Mengeras dengan rawatan haba, tahan haus

Mengapa Memilih Logam Nuote untuk Bahagian Setem Keluli Tahan Karat?
Kepakaran Bahan
Keluli tahan karat berkelakuan berbeza daripada keluli karbon. Jurutera Nuote Metals memahami:
Kadar pengerasan kerja – 304 tahan karat mengeras dengan cepat semasa pembentukan, memerlukan reka bentuk alat yang teliti dan pelinciran
Ciri Springback – Kekuatan hasil yang lebih tinggi bermakna keluli tahan karat kembali ke bentuk asalnya lebih daripada keluli lembut
Kecenderungan menggigil – Keluli tahan karat boleh melekat pada permukaan alat di bawah tekanan, menuntut cetakan digilap dan salutan khusus
Peralatan Khusus untuk Tahan Karat
Die kami untuk ciri bahagian pengecap keluli tahan karat:
Keluli alat karbida atau D2 – Menahan haus yang melelas daripada tahan karat
Salutan TiN atau TiCN – Mengurangkan geseran dan pedih
Jejari yang besar – Mencegah keretakan pada selekoh
Kelegaan ketepatan – 8–12% setiap sisi (berbanding 5–8% untuk keluli lembut)
Spesifikasi Teknikal Bahagian Setem Keluli Tahan Karat Logam Nuote
Gred Keluli Tahan Karat Tersedia
| Gred | taip | Sifat Utama | Aplikasi Biasa |
|---|---|---|---|
| 304 | Austenit | Rintangan kakisan terbaik di sekeliling, kebolehbentukan yang baik | Peranti perubatan, peralatan makanan, perkakasan kimia |
| 304L | Austenit | Karbon rendah (0.03%), kebolehkimpalan yang lebih baik | Perhimpunan dikimpal, bahagian tebal |
| 316 | Austenit | Molibdenum ditambah, rintangan air masin yang sangat baik | Komponen marin, peralatan farmaseutikal |
| 316L | Austenit | Versi karbon rendah 316 | Peranti boleh ditanam, instrumen pembedahan |
| 430 | Feritik | Magnetik, kos yang lebih rendah, baik untuk kakisan ringan | Kemasan perkakas, pengapit ekzos automotif |
| 410 | Martensitik | Boleh dirawat haba kepada HRC 38–45, tahan haus | Batang injap, aci pam (kosong dicap) |
| 420 | Martensitik | Kekerasan lebih tinggi (HRC 48–52) selepas rawatan haba | Kutleri, gunting pembedahan (borang bercop) |
| 301 (penuh keras) | Austenit | Kekuatan tegangan tinggi daripada rolling sejuk | Klip spring, kenalan bateri, pencuci |
Keupayaan Dimensi
Logam Nuotemenghasilkanbahagian pengecap keluli tahan karatmerentasi julat saiz yang luas.
| Parameter | Keupayaan |
|---|---|
| Julat ketebalan bahan | 0.1 mm hingga 4.0 mm (bergantung pada gred) |
| Saiz bahagian maksimum (die progresif) | 300 mm x 300 mm |
| Saiz bahagian maksimum (die kompaun) | 500 mm x 500 mm |
| Diameter lubang minimum | Sama dengan ketebalan bahan (1xT) untuk menindik |
| Toleransi (standard) | ±0.10 mm pada dimensi di bawah 100 mm |
| Toleransi (ketepatan) | ±0.05 mm pada ciri kritikal |
| Kerataan (setiap 100 mm) | ≤0.20 mm (selepas melegakan tekanan jika perlu) |
Proses Pengecapan untuk Keluli Tahan Karat
| Proses | Kesesuaian untuk Tahan Karat | Nota |
|---|---|---|
| Mengkosongkan | Cemerlang | Mati karbida diperlukan untuk isipadu tinggi |
| Menindik | bagus | Lubang kecil (< 1.5xT) mungkin memerlukan tindikan dalam dua pukulan |
| Lentur (lentur udara) | bagus | Benarkan springback (biasanya 2–5° lebih-bengkok diperlukan) |
| Membongkok (syiling) | Cemerlang | Mengurangkan springback tetapi memerlukan tonase yang lebih tinggi |
| Lukisan cetek (kedalaman < 2x dia) | bagus | Annealed 304 diutamakan; pelinciran kritikal |
| Lukisan dalam | Adil hingga sederhana | Cabutan berbilang dan penyepuhlindapan perantaraan mungkin diperlukan |
| Syiling / timbul | bagus | Ton tekan tinggi diperlukan kerana pengerasan kerja |
Sifat Mekanikal Selepas Setem
| Gred | Kekuatan Tegangan (MPa) | Kekuatan Hasil (MPa) | Pemanjangan % | Kekerasan (biasa) |
|---|---|---|---|---|
| 304 (sepuhlindap) | 515 – 620 | 205 – 240 | 40 – 60 | HRB 70–85 |
| 304 (1/2 keras) | 860 – 1030 | 690 – 860 | 10 – 20 | HRC 25–32 |
| 316 (sepuhlindap) | 550 – 620 | 205 – 240 | 40 – 60 | HRB 75–85 |
| 430 (sepuhlindap) | 450 – 550 | 240 – 310 | 20 – 30 | HRB 75–85 |
| 410 (sepuhlindap) | 480 – 550 | 275 – 345 | 15 – 20 | HRB 80–90 |
Nota: bahagian pengecap keluli tahan karat mungkin bekerja keras semasa membentuk. Nyatakan "anil selepas pengecapan" jika keadaan lembut diperlukan.
Kemasan Permukaan untuk Bahagian Pengecapan Keluli Tahan Karat
Logam Nuotemenawarkan pelbagai kemasan selepas pengecapan untuk meningkatkan penampilan atau fungsi.
Kemasan Mekanikal
| Selesai | Penerangan | Kaedah | Permohonan |
|---|---|---|---|
| #2B (kilang) | Kemasan licin, reflektif (standard) | As-rolled dengan rolling sejuk ringan | Perindustrian am, bahagian tersembunyi |
| #4 (disikat) | Garisan satin berarah halus | Kemasan tali pinggang yang kasar | Peralatan makanan, hiasan seni bina |
| #8 (cermin) | Sangat reflektif, seperti cermin | Penggilap progresif | Alat hiasan, perubatan |
| Peletupan manik | Matte seragam, tidak berarah | Kesan manik kaca | Kandang perubatan, bahagian estetik |
| Penggilap elektrik | Lapisan licin, cerah, pasif dipertingkatkan | Penyingkiran elektrokimia mikro-burr | Farmaseutikal, semikonduktor, ketulenan tinggi |
Salutan dan Rawatan (Jarang untuk tahan karat, tetapi tersedia)
| Rawatan | Tujuan | Ketebalan Biasa |
|---|---|---|
| Pasif | Menanggalkan besi bebas, memulihkan rintangan kakisan | Tidak boleh diukur (proses kimia) |
| Oksida hitam | Anti-silau, rintangan kakisan ringan | 0.5 – 1.5 µm |
| Salutan PVD (TiN, CrN) | Rintangan pakai, warna hiasan | 1 – 3 µm |
Aplikasi Bahagian Setem Keluli Tahan Karat
Bekalan Logam Nuotebahagian pengecap keluli tahan karatkepada industri yang memerlukan kebersihan, ketahanan, dan rintangan kakisan.
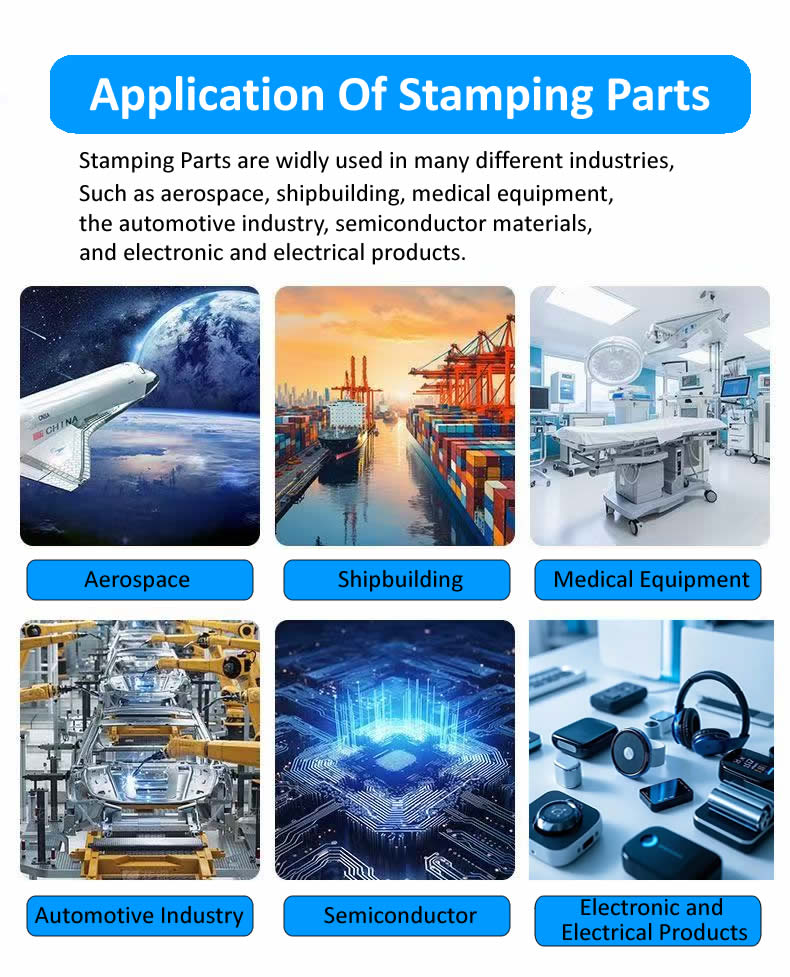
Perubatan dan Penjagaan Kesihatan
Pemegang dan rahang instrumen pembedahan (kosong dicop)
Komponen percubaan implan ortopedik
Lembaran berlubang dulang pensterilan
Casis peralatan diagnostik
Perkakasan katil hospital dan selak
Pemprosesan Makanan dan Minuman
Pautan rantai tali pinggang penghantar
Penahan diafragma pam
Kurungan pelekap bilah pengadun
Mengisi komponen muncung
Pengapit paip sanitari dan bebibir
Marin dan Luar Pesisir
Tapak dan engsel cleat bot
Pelat belakang perkakasan dek
Pengapit sistem ekzos (gred 316)
Perumah penapis air masin
Bahagian kepungan elektrik platform luar pesisir
Automotif dan Kenderaan Komersil
Gasket manifold ekzos
Kurungan sistem bahan api
Perisai haba turbo
Komponen lengan pengelap (430 tahan karat)
Cincin pengikat katil trak
Kimia dan Perindustrian
Kurungan penggerak injap
Pam memakai pinggan
Sokongan perumahan penapis
Kepungan peralatan makmal
Komponen tolok tekanan
Jaminan Kualiti untuk Bahagian Setem Keluli Tahan Karat – EEAT dalam Amalan
Logam Nuotemenggunakan protokol kualiti yang ketat khusus untuk keluli tahan karat.
Pengalaman dengan Pengerasan Kerja
Jurutera pengecap kami mempunyai lebih 10 tahun pengalaman dengan keluli tahan karat austenit. Kami menggunakan analisis unsur terhingga (FEA) untuk meramalkan penipisan dan keretakan pada selekoh, melaraskan geometri cetakan untuk mengekalkan ketebalan minimum.
Kepakaran dalam Ujian Kakisan
Untuk bahagian pengecap keluli tahan karat yang ditujukan untuk persekitaran yang keras, kami menawarkan:
Ujian semburan garam (ASTM B117) – 200 hingga 1,000 jam bergantung pada gred
Pengesahan pasif – Ujian kuprum sulfat atau ferroxyl setiap ASTM A967
Ujian kakisan antara butiran – Untuk bahagian tahan karat yang dikimpal (ASTM A262)
Kewibawaan Melalui Piawaian
Bahagian pengecap keluli tahan karat kami mematuhi:
ASTM A240/A240M – Standard untuk kepingan/plat tahan karat
ISO 9001:2015 – Pengurusan kualiti
ISO 13485 – Kualiti peranti perubatan (tersedia atas permintaan)
Pematuhan FDA – Untuk aplikasi hubungan makanan (pensijilan bahan)

Amanah Melalui Kebolehkesanan
Setiap kumpulan bahagian pengecap keluli tahan karat daripada Nuote Metals termasuk:
Sijil ujian kilang (MTC) – Sifat kimia dan mekanikal
Laporan pemeriksaan – Dimensi utama dengan nilai terukur sebenar
Sijil pasif (jika digunakan) – Tarikh, kaedah, keputusan ujian
Bahagian sampel - 10 keping dihantar sebelum pengeluaran pengeluaran
Cabaran Biasa dalam Bahagian Pengecapan Keluli Tahan Karat dan Cara Logam Nuote Menyelesaikannya
| Cabaran | sebab | Penyelesaian Logam Nuote |
|---|---|---|
| Retak di selekoh | Jejari lenturan atau pengerasan kerja tidak mencukupi | Gunakan jejari dalam minimum 2xT; nyatakan bahan anil; tambah melegakan tekanan |
| Galling (pemindahan bahan untuk mati) | Geseran dan tekanan tinggi | Mati karbida yang digilap; Salutan timah; pelincir berprestasi tinggi |
| Springback menyebabkan sudut yang salah | Kekuatan hasil tinggi tahan karat | Mati terlalu bengkok (pampasan 2–5°); syiling bukannya lenturan udara |
| Burr pada tepi yang digunting | Pelepasan pukulan/mati yang haus | Kekalkan kelegaan 8–12% setiap sisi; gunakan penebuk karbida tajam; deburring sekunder |
| Permukaan calar semasa pengendalian | Tahan karat Austenit agak lembut | Jalinan plastik antara bahagian yang dicap; kontena penghantaran berbaris |
Soalan Lazim Mengenai Bahagian Setem Keluli Tahan Karat
Di bawah ialah pertanyaan teknikal yang paling biasa diterima oleh Nuote Metals mengenaibahagian pengecap keluli tahan karat.
S1: Apakah perbezaan antara keluli tahan karat 304 dan 316 untuk bahagian pengecapan keluli tahan karat? Mana yang patut saya pilih?
A: Perbezaan utama ialah kandungan molibdenum. 304 tahan karat mengandungi 18% kromium dan 8% nikel, menawarkan rintangan kakisan am yang sangat baik. 316 menambah 2–3% molibdenum, yang meningkatkan ketahanan terhadap klorida dengan ketara (air masin, garam penyah ais, peluntur). Untuk bahagian pengecap keluli tahan karat yang digunakan di dalam atau di dalam air tawar, 304 adalah mencukupi dan lebih menjimatkan. Untuk persekitaran marin, aplikasi luar pantai, loji kimia yang mengendalikan klorida, atau pemprosesan makanan dengan air garam masin, Nuote Metals mengesyorkan 316. Ambil perhatian bahawa 316 adalah lebih kurang 15–20% lebih mahal daripada 304 dan mempunyai kebolehbentukan yang lebih rendah sedikit (memerlukan jejari lentur yang lebih besar). Jika bahagian pengecap keluli tahan karat anda akan dikimpal, kami mencadangkan 304L atau 316L (versi karbon rendah) untuk mengelakkan pemekaan dan kakisan antara butiran di zon yang terjejas haba.
S2: Bagaimanakah Nuote Metals menghalang pedih apabila mengecap bahagian keluli tahan karat? Mengapa sakit perut menjadi masalah?
A: Galling ialah pemindahan kimpalan sejuk bahan keluli tahan karat ke permukaan die. Ia berlaku kerana lapisan oksida pasif pada tahan karat boleh dipecahkan di bawah tekanan, membenarkan sentuhan logam-ke-logam terdedah. Galling menyebabkan permukaan bahagian kasar, hanyutan dimensi, dan akhirnya gagal mati. Nuote Metals menghalang mual masukbahagian pengecap keluli tahan karatmelalui tiga kaedah. Mula-mula, kami menggunakan sisipan die karbida yang digilap hingga Ra sebanyak 0.1 µm atau lebih baik—permukaan yang licin mengurangkan titik lekatan. Kedua, kami menggunakan salutan PVD (TiN atau TiCN) untuk menumbuk dan membentuk alat, mewujudkan penghalang geseran yang keras dan rendah. Ketiga, kami memilih pelincir tekanan melampau bebas klorin yang dirumus khusus untuk tahan karat austenit. Untuk bahagian pengecap keluli tahan karat volum tinggi, kami juga melaksanakan sistem pelinciran mikro automatik yang menggunakan minyak segar pada setiap lejang. Jika pedih masih berlaku, penderia dalam mati kami mengesan peningkatan daya pelucutan dan menghentikan akhbar secara automatik.
S3: Bolehkah anda menghasilkan bahagian pengecap keluli tahan karat tanpa burr pada tepi yang dicukur? Apakah ketinggian burr standard anda?
J: Tepi tanpa burr secara teknikalnya mustahil dengan pengecapan konvensional kerana ricih sentiasa meninggalkan rabung kecil yang dinaikkan pada satu sisi. Walau bagaimanapun, Nuote Metals mengawal burr dengan ketat. Had penerimaan standard kami untuk bahagian pengecap keluli tahan karat ialah ketinggian burr ≤ 5% daripada ketebalan bahan (cth., 0.05mm maks untuk bahan tebal 1.0mm). Untuk aplikasi yang pada dasarnya tidak memerlukan burr (cth., bahagian yang menyentuh tisu manusia atau penebat dawai halus), kami menawarkan deburring sekunder menggunakan getaran bergetar (menanggalkan burr hingga ≤0.02mm dan menambah jejari tepi sedikit) atau penggilap elektro (melarutkan burr mikro secara kimia dan menambah baik kemasan permukaan). Tentukan "tiada tepi tajam" atau "tinggi burr maks 0.03mm" pada lukisan anda. Untuk bahagian pengecap keluli tahan karat volum tinggi di mana burr tidak boleh diterima, kami boleh mengesyorkan pengosongan halus (proses alternatif) atau pengisaran sekunder, walaupun kedua-duanya menambah kos. Hubungi Nuote Metals dengan keperluan had burr anda untuk penilaian kebolehlaksanaan.
S4: Adakah bahagian pengecap keluli tahan karat memerlukan pempasifan selepas pengecapan? Bilakah ia diperlukan?
J: Pasif ialah rawatan kimia yang membuang zarah besi bebas dari permukaanbahagian pengecap keluli tahan karat. Semasa pengecapan, perkakas boleh memindahkan zarah besi mikroskopik ke bahagian tersebut. Zarah besi ini boleh berkarat, menghasilkan pewarnaan merah yang menjejaskan rintangan kakisan. Pasif melarutkan zarah ini tanpa menyerang tahan karat yang kaya dengan kromium. Nuote Metals mengesyorkan pempasifan untuk bahagian pengecap keluli tahan karat yang digunakan dalam peranti perubatan, sentuhan makanan, persekitaran marin atau sebarang aplikasi yang tidak boleh diwarnakan dengan karat. Pasif juga diperlukan oleh ASTM A967 untuk spesifikasi perubatan dan aeroangkasa tertentu. Untuk bahagian pengecap keluli tahan karat industri am (cth., kurungan, pengapit, penutup) yang digunakan di dalam rumah, pempasifan selalunya adalah pilihan. Kami boleh membekalkan bahagian yang dicap atau dengan pasif. Talian pasif kami menggunakan asid sitrik (mesra alam) dan termasuk ujian pengesahan setiap ASTM A967.
Mengapa Berkongsi dengan Nuote Metals untuk Bahagian Setem Keluli Tahan Karat?
Memilih pembekal yang tepat untuk bahagian pengecap keluli tahan karat memerlukan kepakaran dalam tingkah laku bahan, reka bentuk alat dan pasca pemprosesan. Nuote Metals menawarkan:
10+ tahun mengecap keluli tahan karat secara khusus
Gred dalam stok – 304, 304L, 316, 316L, 430, 410, 301
Pasif dalaman – Garis asid sitrik dengan ujian pengesahan
Toleransi kepada ±0.05 mm – Pada ciri kritikal
Jilid dari 1,000 hingga 5,000,000+ keping
Semakan DFM percuma – Untuk reka bentuk bahagian pengecap keluli tahan karat baharu
Program contoh – 20 keping percuma daripada perkakas pengeluaran
Kebolehkesanan penuh – Sijil kilang dan laporan pemeriksaan dengan setiap pesanan
KenalanLogam Nuotehari ini untuk memuat naik lukisan anda atau membincangkan keperluan bahagian pengecap keluli tahan karat anda.
Teg Panas: Bahagian Setem Keluli Tahan Karat, Bahagian Setem Keluli Tahan Karat Tersuai, Kilang Bahagian Setem Keluli Tahan Karat
Hantar Pertanyaan
Sila berasa bebas untuk memberikan pertanyaan anda dalam borang di bawah. Kami akan membalas anda dalam masa 24 jam.









X
Kami menggunakan kuki untuk menawarkan anda pengalaman menyemak imbas yang lebih baik, menganalisis trafik tapak dan memperibadikan kandungan. Dengan menggunakan tapak ini, anda bersetuju dengan penggunaan kuki kami.
Dasar Privasi