
Produk






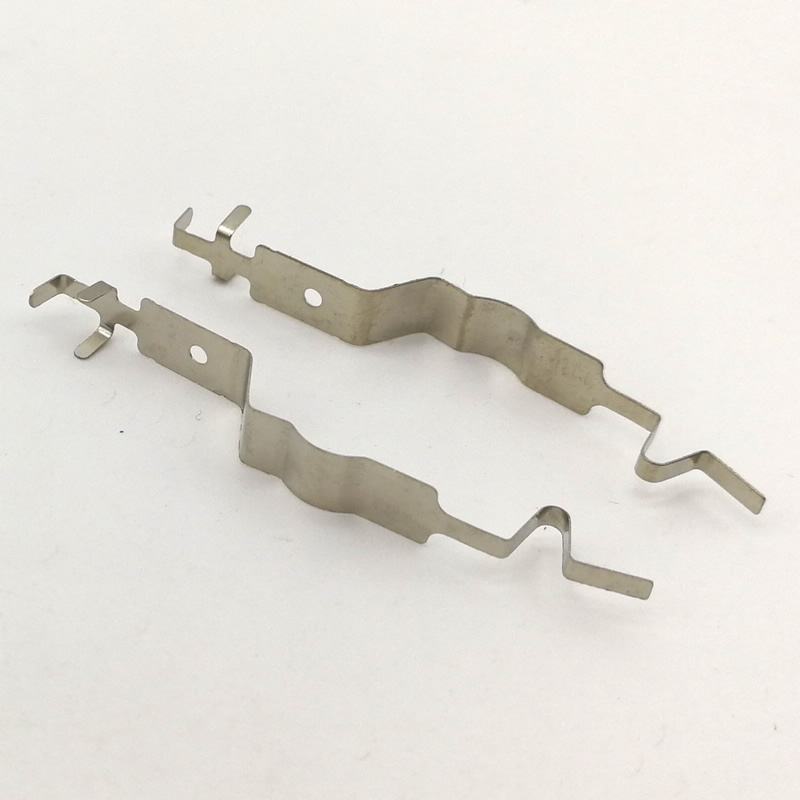
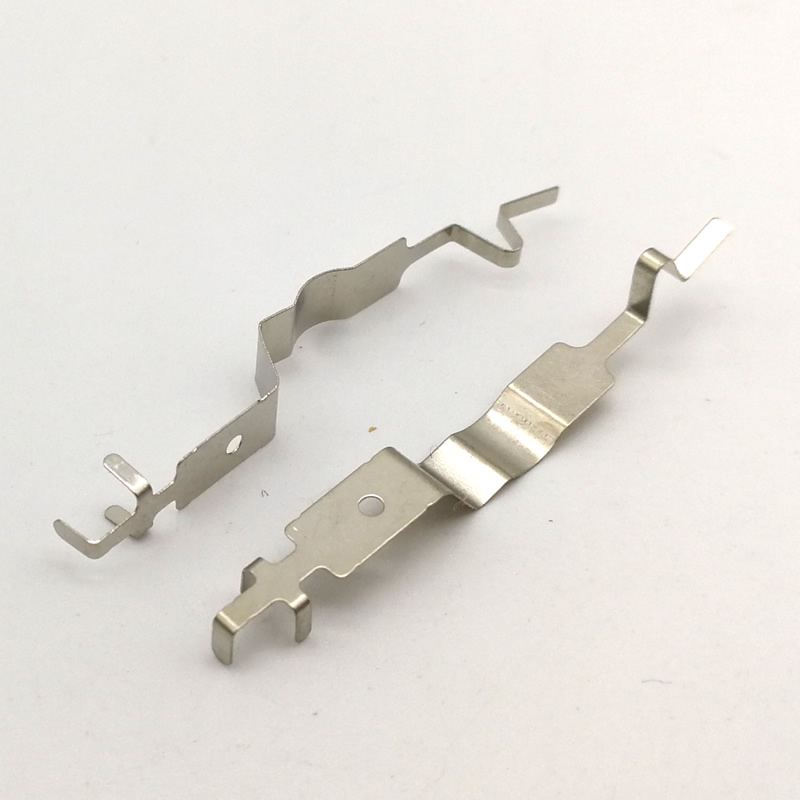
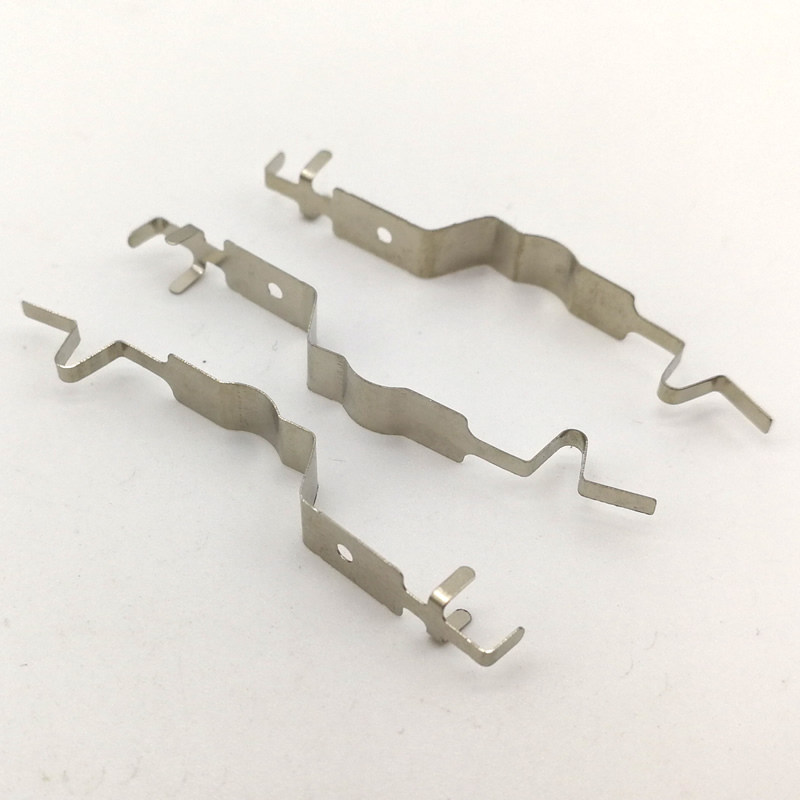
Mengecop Bahagian Kecil
Dari China, pengeluar Nuote Metals menawarkan bahagian kecil pengecapan tersuai untuk peranti elektronik dan perubatan. Dies ketepatan mencipta komponen kecil dengan toleransi yang ketat. Selesaikan cabaran pengecilan dengan pasti. Percayai pengilang untuk kualiti dalam setiap butiran kecil.
Hantar Pertanyaan
Penerangan Produk
Dalam dunia pembentukan logam, saiz memberikan cabaran yang unik. Mengecop bahagian kecil—komponen berukuran hanya beberapa milimeter merentasi atau menimbang pecahan gram—memerlukan peralatan, perkakas dan kawalan proses khusus. Burr kecil atau anjakan dimensi 0.02mm boleh menyebabkan keseluruhan kumpulan tidak dapat digunakan.
Logam Nuotemempunyai barisan pengeluaran khusus khusus untukmengecap bahagian kecil. Mesin penekan, suapan dan cetakan kami dioptimumkan untuk komponen kecil yang digunakan dalam elektronik, peranti perubatan, pembuatan jam tangan dan sistem automotif ketepatan. Kami menghasilkan pengecapan bahagian kecil pada kelajuan sehingga 1,200 pukulan seminit, dengan toleransi yang dipegang hingga ±0.01mm.

Apakah Setem Bahagian Kecil?
Mengecap bahagian keciladalah komponen logam yang biasanya dicirikan oleh:
Dimensi maksimum - Di bawah 30mm dalam sebarang arah
Ketebalan bahan – Biasanya 0.1mm hingga 1.5mm
Berat - Selalunya kurang daripada 5 gram
Kerumitan – Mungkin termasuk berbilang selekoh, lubang bertindik, ciri timbul atau permukaan tercipta
Contoh mengecap bahagian kecil termasuk pin penyambung, sesentuh spring, penutup pelindung, terminal bateri, pautan jam tangan, kurungan penderia dan petua instrumen pembedahan.
Ekonomi daripadamengecap bahagian keciladalah unik. Walaupun harga sekeping rendah, perkakasnya padat (banyak rongga setiap die), dan keperluan kualiti sangat tinggi. Nuote Metals telah memperhalusi proses untuk menyampaikan kebolehpercayaan pada skala.
Mengapa Memilih Logam Nuote untuk Mengecop Bahagian Kecil?
Penekan Khusus untuk Bahagian Kecil
Mesin setem standard tidak sesuai untukmengecap bahagian kecil. Nuote Metals mengendalikan mesin penekan berkelajuan tinggi dengan:
Panjang lejang pendek – 10mm hingga 30mm (mengurangkan masa udara, meningkatkan SPM)
Bingkai yang diredam getaran – Mengekalkan penjajaran cetakan pada kelajuan tinggi
Suapan servo dengan ketepatan ±0.02mm – Penting untuk gegelung nipis dan sempit
Penderia dalam mati – Kesan salah suapan, lenting bahagian dan kehausan alatan
Alatan Direka untuk Ciri Miniatur
Mati kami untukmengecap bahagian kecilgunakan:
Penebuk karbida tanah mikro – Diameter sekecil 0.3mm
Sisipan tungsten karbida – Tahan haus kitaran tinggi
Pancutan bahagian positif – Pin udara atau spring menghalang melekat
Stesen pengesahan optik – Kamera dalam-mati untuk dimensi kritikal
Bilik Bersih dan Protokol Pengendalian
Bahagian kecil mudah hilang atau tercemar.Logam Nuotemengekalkan:
Barisan pembungkusan bahagian kecil khusus – Dulang anti statik, pita dan kekili atau beg tersuai
Pengumpan magnet dan getaran – Untuk pengiraan dan pembungkusan automatik
Pemeriksaan visual 100% – Diperbesarkan untuk kecacatan permukaan yang tidak dapat dilihat dengan mata kasar
Spesifikasi Teknikal untuk Mengecop Bahagian Kecil
Pilihan Bahan
| bahan | Ketebalan Biasa (mm) | Bahagian Kecil Biasa |
|---|---|---|
| Keluli karbon rendah (SPCC, 1008) | 0.15 – 1.0 | Pencuci, pengatur jarak, klip |
| Keluli tahan karat (304, 301 separuh keras) | 0.10 – 0.8 | Sentuhan musim bunga, bilah perubatan |
| Loyang (C260, C268) | 0.10 – 0.8 | Pin penyambung, terminal |
| Fosfor gangsa (C5191) | 0.10 – 0.5 | Pegas geganti, suis bilah |
| Tembaga berilium (C17200) | 0.10 – 0.5 | Spring berprestasi tinggi, sesentuh bateri |
| Aluminium (5052, 1100) | 0.15 – 1.0 | Perisai EMI, penyebar haba |
| Perak nikel | 0.10 – 0.5 | Kemasan elektronik hiasan, sesentuh tahan kakisan |
Keupayaan Dimensi untuk Mengecop Bahagian Kecil
Logam Nuotemencapai toleransi berikut padamengecap bahagian kecil.
| Parameter | Keupayaan Standard | Keupayaan Kepersisan Tinggi (atas permintaan) |
|---|---|---|
| Panjang/lebar bahagian minimum | 1.0 mm | 0.8 mm |
| Diameter lubang minimum | 0.3 mm (0.5 mm untuk bahan yang lebih tebal) | 0.2 mm (dengan penebuk karbida) |
| Toleransi pusat lubang ke lubang | ±0.025 mm | ±0.010 mm |
| Toleransi kontur kosong | ±0.025 mm | ±0.015 mm |
| Sudut bengkok | ±0.5° | ±0.3° |
| Kerataan (lebih 10mm panjang) | ±0.05 mm | ±0.02 mm |
| Ketinggian burr (tepi dicukur) | ≤0.03 mm | ≤0.01 mm (dengan deburring sekunder) |
| Toleransi ketebalan syiling | ±0.010 mm | ±0.005 mm |
Kelajuan dan Jumlah Pengeluaran
| Ketebalan Bahan | Kelajuan Tekan Biasa (SPM) | Keluaran Harian (setiap syif) | Pesanan Minimum Jimat |
|---|---|---|---|
| 0.1 – 0.3 mm | 800 – 1,200 | 400,000 – 600,000 | 500,000 keping |
| 0.3 – 0.8 mm | 400 – 800 | 200,000 – 400,000 | 200,000 keping |
| 0.8 – 1.5 mm | 200 – 400 | 100,000 – 200,000 | 100,000 keping |
Nota:mengecap bahagian kecilpada volum yang lebih rendah mungkin lebih menjimatkan menggunakan pemotongan laser atau etsa kimia.Logam Nuotemenyediakan cadangan proses pada sebut harga.
Konfigurasi Die Biasa untuk Mengecop Bahagian Kecil
| Jenis Mati | Bilangan Stesen | Rongga Biasa setiap Lebar Jalur | Terbaik Untuk |
|---|---|---|---|
| Satu baris progresif | 8 – 20 | 1 – 2 | Bahagian kompleks dengan bengkok, syiling atau tindikan berbilang |
| Berbilang baris progresif | 10 – 30 | 4 – 16 | Bahagian rata ringkas (pencuci, klip, terminal) |
| Pemindahan die | 6 – 12 | 1 (tetapi jalur besar) | Bahagian kecil yang lebih besar (lebih 15mm) memerlukan pembentukan berat |
Logam Nuotemenggunakan acuan berbilang baris untuk volum tinggimengecap bahagian kecil, mengurangkan sisa jalur dan meningkatkan output setiap pukulan akhbar.
Aplikasi Setem Bahagian Kecil
Logam Nuotebekalanmengecap bahagian kecils kepada industri di mana ketepatan pada skala kecil adalah misi kritikal.
Elektronik dan Penyambung
Pin penyambung USB dan HDMI (loyang atau gangsa fosfor)
Kenalan pemegang kad SIM (keluli tahan karat, bersalut nikel)
Sentuhan spring bateri untuk boleh pakai
Melindungi jari dan klip tanah (kuprum berilium)
Bingkai plumbum untuk penderia dan LED
Peranti Perubatan
Komponen anvil dan kartrij stapler pembedahan
Petua alat pergigian (tahan karat, bermata tajam)
Penyambung peranti boleh ditanam (titanium atau tahan karat 316L)
Cincin pengunci hab kateter
Sesentuh jalur ujian diagnostik (bersalut emas)
Automotif dan EV
Terminal kotak fius (loyang bersalut timah)
Klip abah-abah wayar (keluli pegas)
Kurungan pelekap sensor (nipis tahan karat)
Bilah sentuh port mengecas
Bar bas sistem pengurusan bateri (format kecil)
Pembuatan jam tangan dan Mikro-Mekanik
Jambatan kereta api gear (loyang)
Batang tetapan tangan (dicop kosong untuk pemesinan selanjutnya)
Klip spring sarung
Cincin spacer pergerakan
Produk Pengguna
Sesentuh pengecasan fon telinga (tahan karat bersalut emas)
Plat pelekap motor drone (aluminium)
Terminal bateri kawalan jauh
Peluncur zip dan tab tarik (keluli bercop kecil)
Komponen gesper untuk beg galas
Jaminan Kualiti untuk Mengecop Bahagian Kecil – EEAT dalam Amalan
Logam Nuotemenggunakan protokol kualiti khusus untuk komponen kecil.
Pengalaman dengan Micro-Tooling
Pembuat alatan kami mempunyai pengalaman berdekad-dekad menumbuk pengisar sekecil diameter 0.3mm. Kami menggunakan wayar EDM dan pengisaran jig untuk mencapai kelegaan die sebanyak 5–8% setiap sisi—penting untuk ricih bersih bahan nipis tanpa burr.
Kepakaran dalam Pemeriksaan Pembesaran Tinggi
Alat pengukur standard tidak mencukupi untuk mengecap bahagian kecil. Nuote Metals menggunakan:
Sistem pengukuran penglihatan – pembesaran 100x dengan resolusi sub-mikron
Mikrometer laser Keyence – Pengukuran bukan sentuhan pada 1,000 bacaan/saat
Mengimbas mikroskop elektron (SEM) – Untuk analisis kegagalan dan pengesahan kualiti tepi (disumber luar mengikut keperluan)
Kewibawaan Melalui Piawaian Industri
kamimengecap bahagian kecilmematuhi:
ISO 9001:2015 – Pengurusan kualiti
IPC-610 – Kebolehterimaan pemasangan elektronik (untuk bahagian penyambung dan sentuhan)
RoHS & REACH – Pematuhan bahan untuk elektronik
IATF 16949 – Kualiti automotif (tersedia untuk bahagian kecil automotif)
Amanah Melalui Pemeriksaan Automatik 100%.
Untuk pengecapan bahagian kecil yang kritikal,Logam Nuotemelaksanakan:
Penderia optik dalam mati – Sahkan kehadiran bahagian dan geometri asas pada 1,200 SPM
Pengisihan penglihatan selepas setem – Menolak bahagian yang mempunyai kecacatan dimensi atau permukaan
Pita-dan-kekili dengan pengiraan automatik – Memastikan kuantiti yang tepat tanpa kehilangan kepingan
Cabaran Biasa dalam Mengecap Bahagian Kecil dan Cara Logam Nuote Menyelesaikannya
| Cabaran | Punca Punca | Penyelesaian Logam Nuote |
|---|---|---|
| Burr pada lubang mikro | Pesongan tebuk atau pelepasan yang tidak betul | Penebuk karbida dengan plat penjalur berpandu; kelegaan dioptimumkan setiap ketebalan |
| Bahagian melekat pada tebuk (memilih) | Vakum atau cas statik | Pelepasan udara positif; pukulan bersalut (TiN atau DLC); pengion anti statik |
| Ketakkonsistenan dimensi merentas lebar jalur | Ketegangan gegelung tidak sekata atau ralat suapan | Suapan servo dengan kawalan gelung tertutup; pelurus dengan gulung picit |
| Bahagian bengkok atau berpintal selepas dicap | Tekanan sisa daripada syiling atau lentur | Melegakan tekanan dalam talian (haba); stesen lentur balas |
| Bahagian yang hilang semasa pembungkusan | Tarikan statik atau saiz kecil | Dulang anti statik; penyuap getaran automatik dengan penderia mengira |
Soalan Lazim Mengenai Mengecop Bahagian Kecil
Berikut adalah pertanyaan teknikal yang paling biasa diterima olehLogam Nuoteberkenaanmengecap bahagian kecil.
S1: Apakah saiz terkecil pengecapan bahagian kecil yang boleh dihasilkan oleh Nuote Metals?
A: Nuote Metals telah menghasilkan pengecapan bahagian kecil sekecil 0.8mm panjang dan 0.3mm lebar, dengan ketebalan bahan 0.1mm. Minimum praktikal bergantung pada kerumitan ciri. Untuk mesin basuh rata atau pad sesentuh yang ringkas, kami boleh mengecap bahagian sehingga diameter 0.5mm menggunakan perkakas karbida dan penekan berkelajuan tinggi. Untuk bahagian yang memerlukan lubang, diameter lubang minimum ialah 0.2mm (ketebalan bahan ≤0.15mm). Untuk bahagian yang mempunyai ciri bengkok atau bentuk, saiz bahagian minimum ialah kira-kira 1.5mm dalam mana-mana dimensi untuk membolehkan kelegaan alatan. Jika bahagian kecil pengecapan anda lebih kecil daripada had ini, Nuote Metals boleh mengesyorkan proses alternatif seperti etsa fotokimia (PCM) atau pemesinan mikro laser. Kami menggalakkan anda menyerahkan lukisan anda untuk semakan kebolehlaksanaan—jurutera kami akan menasihati sama ada pengecapan berdaya maju dari segi teknikal dan ekonomi.
S2: Bagaimanakah Nuote Metals mengawal burr pada mengecap bahagian kecil, terutamanya apabila bahagian akan dikendalikan atau bersentuhan dengan komponen sensitif?
J: Kawalan burr adalah kebimbangan kualiti nombor satu untuk mengecap bahagian kecil.Logam Nuotemenggunakan pendekatan tiga peringkat. Pertama, kelegaan die yang dioptimumkan: untuk bahan nipis (di bawah 0.3mm), kami mengekalkan kelegaan pukulan hingga mati hanya 3–5% setiap sisi, yang secara mendadak mengurangkan pembentukan burr tetapi memerlukan tumbukan karbida untuk mengelakkan haus. Kedua, penyelenggaraan alat yang tajam: kami menjejaki kiraan pukulan pukulan dan menggantikan atau mengasah semula pukulan setiap 500,000 hingga 2,000,000 pukulan bergantung pada kekasaran bahan. Ketiga, deburring sekunder untuk pengecapan kritikal bahagian kecil: kami menawarkan getaran jatuh dengan media seramik atau plastik, yang menghasilkan jejari tepi seragam 0.01–0.03mm dan mengeluarkan burr sehingga ketinggian ≤0.01mm. Untuk bahagian yang tidak boleh bertolak ansur dengan sebarang burr yang boleh dikesan (cth., bilah perubatan atau sesentuh elektrik yang tidak boleh mencalarkan permukaan mengawan), kami menawarkan penggilap elektro (untuk keluli tahan karat) atau letupan mikro-pelelas. Tentukan ketinggian burr maksimum anda yang dibenarkan pada lukisan, dan Nuote Metals akan memilih proses yang sesuai.
S3: Apakah masa utama biasa untuk perkakas dan sampel pertama mengecap bahagian kecil?
A: Masa utama untukmengecap bahagian kecilbergantung pada kerumitan bahagian dan pembinaan die. Untuk bahagian rata ringkas (pencuci, klip, terminal) yang boleh menggunakan acuan berbilang baris dengan 2–4 stesen, Nuote Metals biasanya menghantar sampel pertama dalam 15–20 hari perniagaan selepas mendapat kelulusan. Untuk pengecapan bahagian-bahagian kecil yang kompleks dengan berbilang selekoh, syiling dan ciri-ciri tindik yang memerlukan die progresif dengan 8–15 stesen, masa petunjuk perkakas berjulat dari 25–35 hari perniagaan. Kami menawarkan perkhidmatan dipercepatkan (tambahan 30% yuran perkakas) yang mengurangkan masa pendahuluan sebanyak 7–10 hari. Selepas kelulusan perkakas, kami menyediakan 20 keping sampel percuma untuk pemeriksaan pelanggan. Masa utama pengeluaran untuk mengecop bahagian kecil biasanya 10–15 hari perniagaan untuk pesanan sehingga 500,000 keping, dengan mengandaikan operasi penyaduran atau sekunder adalah standard. Hubungi Nuote Metals dengan lukisan bahagian anda untuk garis masa tertentu.
S4: Bagaimanakah pengecapan bahagian kecil dibungkus untuk mengelakkan kehilangan atau kerosakan semasa penghantaran? Bolehkah anda menyediakan pita-dan-kekili untuk pemasangan automatik?
J: Ya, Nuote Metals menawarkan pelbagai pilihan pembungkusan untukmengecap bahagian kecil. Untuk pemasangan manual atau penggunaan volum rendah, kami menyediakan beg poli anti-statik dengan penutup bertutup haba dan bahan pengering, biasanya dibungkus dalam 1,000–10,000 keping setiap beg (bergantung pada saiz bahagian). Untuk pemasangan pick-and-place automatik, kami menawarkan pembungkusan pita dan gelendong mengikut piawaian EIA-481—tersedia untuk bahagian sekecil 1.0mm x 1.0mm. Perkhidmatan pita dan kekili kami termasuk pita pembawa anti-statik, pita penutup dengan daya pengelupasan terkawal dan kekili plastik dalam diameter 7 inci atau 13 inci. Untuk bahagian kecil pengecapan yang sangat kecil atau halus, kami juga menawarkan dulang wafel (standard JEDEC) dengan poket individu untuk mengelakkan bahagian daripada bersentuhan antara satu sama lain. Untuk pesanan volum tinggi, kami boleh menyediakan pembungkusan pukal dengan pengiraan dan pelabelan automatik. Nyatakan kaedah pembungkusan pilihan anda pada masa sebut harga—biasanya tiada caj tambahan untuk pita dan kekili untuk pesanan melebihi 50,000 keping.
Mengapa Bekerjasama dengan Nuote Metals untuk Mengecap Bahagian Kecil?
Menghasilkanmengecap bahagian kecilpada skala memerlukan kepakaran khusus yang tidak dapat disediakan oleh kedai setem am. Nuote Metals menawarkan:
Tekan kelajuan hingga 1,200 SPM – Dioptimumkan untuk bahagian kecil
Toleransi kepada ±0.01mm – Disahkan dengan ukuran penglihatan
Bahan senipis 0.1mm – Daripada keluli spring kepada tembaga berilium
Mati berbilang baris – Sehingga 16 rongga setiap lejang untuk bahagian rata
Pemeriksaan dalam dan selepas setem – 100% pengisihan penglihatan tersedia
Pembungkusan pita dan kekili – Sedia untuk pemasangan automatik
Perkhidmatan prototaip – Perkakas lembut untuk pengesahan volum rendah
Maklum balas DFM percuma – Kami mengenal pasti isu yang berpotensi sebelum menggunakan alatan
KenalanLogam Nuotehari ini untuk menyerahkan lukisan anda atau membincangkan lukisan andamengecap bahagian kecilkeperluan.
Teg Panas: Setem Bahagian Kecil, Setem Bahagian Kilang, China Setem Bahagian Kecil
Hantar Pertanyaan
Sila berasa bebas untuk memberikan pertanyaan anda dalam borang di bawah. Kami akan membalas anda dalam masa 24 jam.









X
Kami menggunakan kuki untuk menawarkan anda pengalaman menyemak imbas yang lebih baik, menganalisis trafik tapak dan memperibadikan kandungan. Dengan menggunakan tapak ini, anda bersetuju dengan penggunaan kuki kami.
Dasar Privasi